
эксплуатация, техническое обслуживание, ремонт автомобиля Москвич 2140, 2140SL "Люкс"
Сборка и регулировка редуктора заднего моста
При сборке редуктора заднего моста применяйте ручной пресс, стенд для сборки редуктора, стойку с часовым индикатором, микрометры 0-25 и 25-50, оправки (9480-1097, 9480-1096, 9480-1099) для запрессовки наружных колец переднего и заднего подшипников (рис. 119) и внутреннего кольца заднего подшипника (рис. 120), оправку (9480-1098) для запрессовки сальника ведущей шестерни (рис. 121), специальную оправку (9480-1631) и микрометрическую стойку (9549-523) для проверки монтажного размера в картере редуктора (рис. 122), телескопическую контрольную распорную втулку (рис. 123), динамометрический ключ до 180 Н·м (18 кгс·м), специальный ключ 9487-350 для регулировочных гаек подшипников дифференциала, контрольное приспособление для проверки момента трения (сдвига) подшипников ведущей шестерни редуктора (рис. 124), оправку для запрессовки подшипников дифференциала (рис. 125).
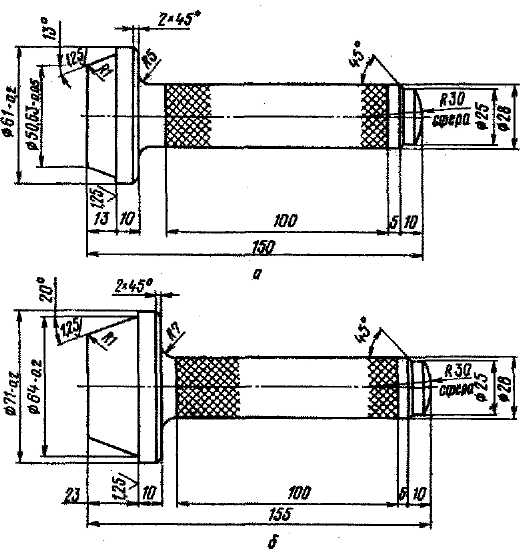
Рис. 119. Оправки для запрессовки наружных колец подшипников ведущей шестерни главной передачи: а - для кольца переднего подшипника; б - для кольца заднего подшипника. Материал - сталь 45. Термообработка: калить HRC 40-45, отпустить до HRC 28-32
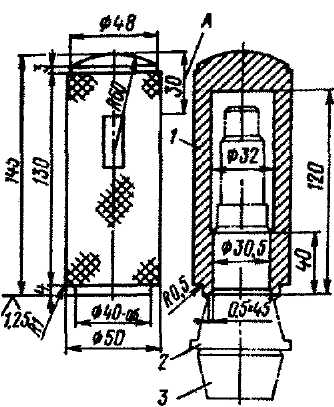
Рис. 120. Оправка для напрессовки внутреннего кольца заднего подшипника на вал ведущей шестерни главной передачи: 1 - оправка; 2 - кольцо подшипника; 3 - ведущая шестерня. Материал - сталь 45. Термообработка: калить HRC 40-45, на участке А отпустить до HRC 28-32
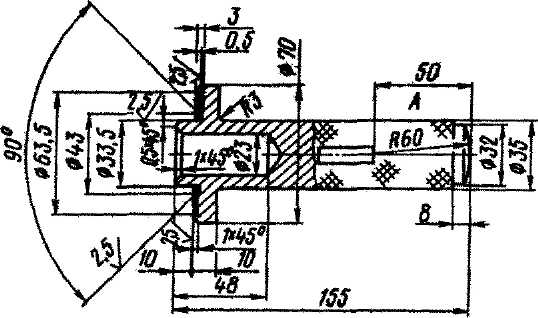
Рис. 121. Оправка для запрессовки сальника ведущей шестерни в горловину картера редуктора. Материал - сталь 45. Термообработка: калить HRC 40-45, на участке А отпустить до HRC 28-32
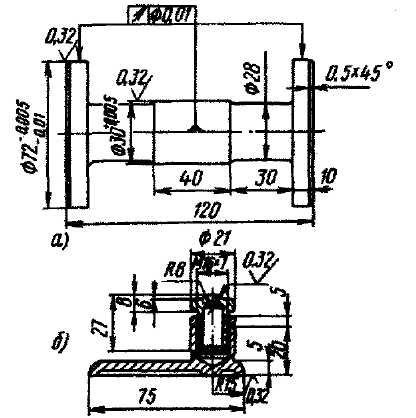
Рис. 122. Специальная оправка и микрометрическая стойка для замера монтажного размера в картере редуктора: а - оправка; б - микрометрическая стойка. Материал - сталь ХГ. Термообработка: калить, отпустить HRC 58-62. Допустимое биение - 0,01 мм
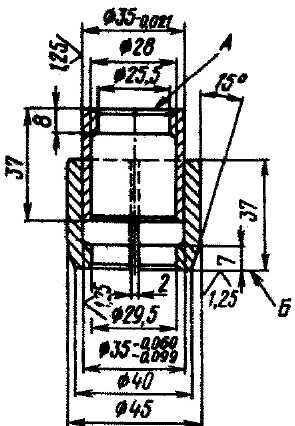
Рис. 123. Телескопическая контрольная распорная втулка для замера расстояния между внутренними кольцами подшипников ведущей шестерни: Непараллельность торцов А и В - 0,01 мм. Материал - сталь У8. Термообработка: калить, отпустить HRC 48-52
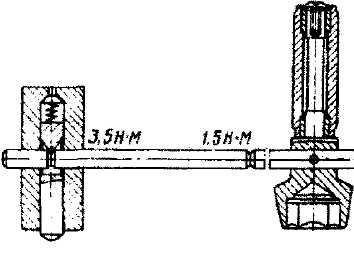
Рис. 124. Контрольное приспособление проверки момента трения (сдвига) подшипников ведущей шестерни редуктора
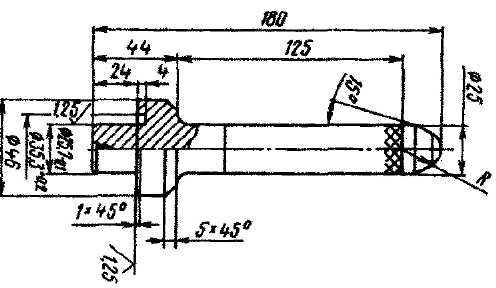
Рис. 125. Оправка для запрессовки подшипников дифференциала: Материал - сталь У7 или 40Х. Термообработка: калить, отпустить до HRC 44-48
Долговечность и бесшумность работы заднего моста зависит от правильной и аккуратной сборки редуктора.
При сборке редуктора должны быть обеспечены:
- правильная взаимная установка ведущей и ведомой шестерен и установка ведущей шестерни по монтажному размеру "С" (см. рис. 105);
- необходимый боковой зазор между зубьями ведущей и ведомой шестерен;
- предварительный натяг подшипников ведущей шестерни.