
эксплуатация, техническое обслуживание, ремонт автомобиля Москвич 2141, 2335
Шатунно-поршневая группа
Основные размеры шатунно-поршневой группы приведены в табл. 2-3.
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снять поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их следует пометить, чтобы в дальнейшем собрать шатунно-поршневую группу с теми же деталями.
Очистка
Удалить нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалить все отложения.
Тщательно проверить, не повреждены ли детали. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы. При их наличии заменить детали. Если на рабочей поверхности вкладышей глубокие риски или они слишком изношены, следует заменить вкладыши новыми.
Подбор поршня к цилиндру
Поршень и соответствующий ему цилиндр обычно относятся к одному классу, так же как и поршень с поршневым пальцем к одной категории.
Примечание. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Главное при подборе поршня - обеспечить необходимый монтажный зазор между поршнем и цилиндром, который определяется промером цилиндра и поршня (см. главу "Блок цилиндров"). Монтажный и предельно допустимый зазор между поршнем и цилиндром указаны в табл. 2-3.
Проверка зазора между поршнем и пальцем
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня.
Примечание. По наружному диаметру пальцы разбиты на три категории. Категория указывается цветной меткой на торце пальца (см. табл. 2-3).
Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстие бобышки поршня. Для правильного сопряжения необходимо, чтобы поршневой палец входил в отверстие от нажатия большого пальца руки (рис. 2-24) и не выпадал из бобышки (рис. 2-25), если держать поршень с поршневым пальцем в вертикальном положении.
Выпадающий из бобышки палец заменить другим, следующей категории. Если в поршне палец третьей категории, то заменить поршень с пальцем.
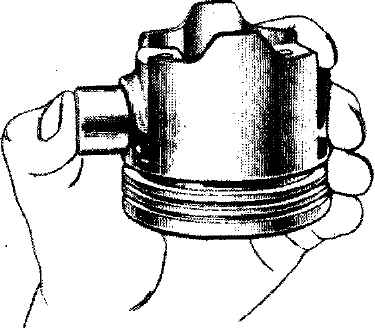
Рис. 2-24. Проверка правильности подбора поршневого пальца двигателя ВАЗ

Рис. 2-25. Проверка посадки поршневого пальца двигателя ВАЗ
Проверка зазоров между канавками и поршневыми кольцами
Зазор по высоте между канавками и кольцами проверять, как показано на рис. 2-26, вставляя кольцо в соответствующую канавку.
Монтажные и предельно допустимые зазоры для колец указаны в табл. 2-3.
Зазор в замке поршневых колец проверять набором щупов, вставляя кольца в калибр, имевший диаметр отверстия, равный номинальному диаметру кольца с допуском +0,003 мм. Для. колец номинального размера можно применять калибр А.96137. Зазор должен быть в пределах 0,25-0,4 мм для всех колец. Если зазор недостаточный, следует запилить стыковые поверхности, а если повышенный - заменить кольца.
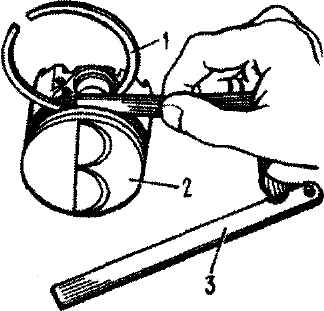
Рис. 2-26. Проверка зазора между поршневыми кольцами и канавками: 1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
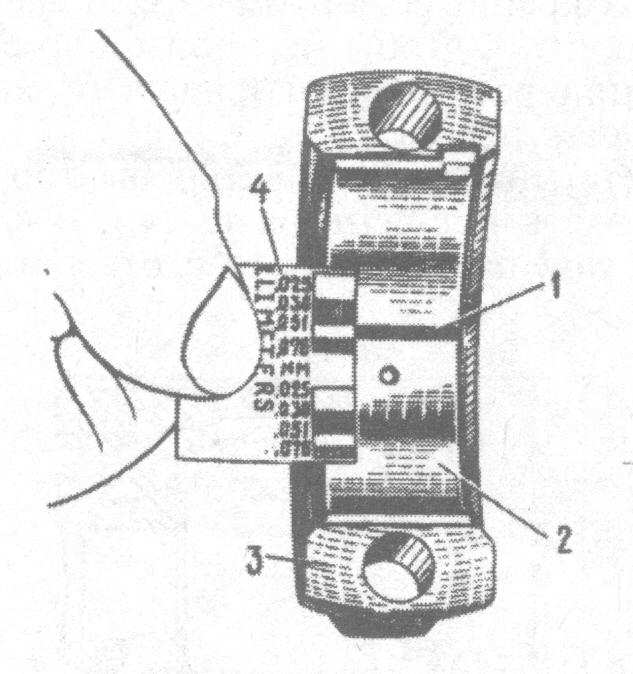
Рис. 2-27. Измерение зазора между шатунной шейкой и вкладышем с помощью калиброванной проволоки: 1 - калиброванная проволока; 2 - вкладыш; 3 - крышка шатуна; 4 - шкала для калиброванной проволоки
Проверка зазора между вкладышами шатунных подшипников и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали) или калиброванной пластмассовой проволокой, для чего выполнить следующее:
- тщательно очистить рабочую поверхность вкладышей и шатунной шейки и установить шатунно-поршневую группу на шейку коленчатого вала согласно нумерации;
- поместить отрезок калиброванной проволоки на поверхность шатунной шейки, установить крышку шатуна на шатун и затянуть гайки. Момент затяжки 52 Н·м (5,2 кгс·м);
- снять крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки (рис. 2-27) определить величину зазора.
Номинальный монтажный зазор между вкладышами и шейками 0,036-0,086 мм. Если зазор не больше предельно допустимого при износе 0,1 мм, то можно установить эти вкладыши, не изменяя диаметр шатунных шеек.
При зазоре больше предельно допустимого при износе 0,1 мм следует заменить вкладыши ремонтными (табл. 2-4) и прошлифовать шатунные шейки согласно данным на ремонтные размеры коленчатого вала (см. главу "Коленчатый вал и маховик").
Таблица 2-4. Номинальные и ремонтные размеры шеек коленчатого вала и вкладышей подшипников двигателя ВАЗ
|
Наименование |
Размер, мм |
||||
|
номинальный |
Ремонтный (уменьшенный на) |
||||
|
0,25 |
0,50 |
0,75 |
1,00 |
||
|
Диаметр коренной шейки |
50,775-50,795 |
50,525-50,545 |
50,275-50,295 |
50,025-50,045 |
49,775-49,795 |
|
Толщина вкладышей коренного подшипника |
1,824-1,831 |
1,949-1,956 |
0,074-2,081 |
2,199-2,206 |
2,324-2,331 |
|
Диаметр шатунной шейки |
47,814-47,834 |
47,564-47,584 |
47,314-47,334 |
47,069-47,084 |
47,814-47,834 |
|
Толщина вкладышей шатунного подшипника |
1,723-1,730 |
1,848-1,855 |
1,973-1,980 |
2,098-2,105 |
2,223-2,230 |
Контроль массы поршней.
По массе поршни одного двигателя не должны отличаться друг от друга более чем на +2,5 г.
Если нет комплекта поршней одной весовой группы, можно удалить часть металла с основания бобышек под поршневой палец. Места удаления металла указаны стрелками на рис. 2-28. Снятие металла, однако не должно превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,4 мм), а по ширине ограничивается диаметром 70,5 мм.

Рис. 2-28. Схема удаления металла с поршня двигателя ВАЗ для подгонки массы поршня. Стрелками указаны места, на которых можно удалять металл
Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, то шатун необходимо нагреть до 240°C для расширения его головки.
В печь, уже нагретую до 240°C, шатуны поместить на 15 мин. верхними головками, направленными во внутрь печи.
Для правильного соединения пальца с шатуном следует запрессовывать палец как можно быстрее, так как шатун охлаждается быстро и после охлаждения шатуна нельзя будет изменить положение пальца.
Палец надо заранее приготовить к сборке, надев его на валик 1 (рис. 2-29) приспособления А. 60325, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт следует затягивать неплотно, чтобы не произошло его заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажать в тисках. Надеть поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием верхней головки шатуна. Приспособлением А.6032 закрепленный поршневой палец протолкнуть в отверстие поршня и верхнюю головку шатуна (рис. 2-30) так, чтобы заплечик приспособления соприкасался с поршнем.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-30), что позволит пальцу занять правильное положение.
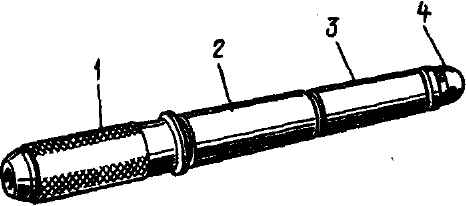
Рис. 2-29. Установка поршневого пальца двигателя ВАЗ на приспособление А. 60325 для запрессовки его в поршень и головку шатуна: 1 - валик приспособления; 2 - поршневой палец; 3 - направляющая; 4 - упорный винт
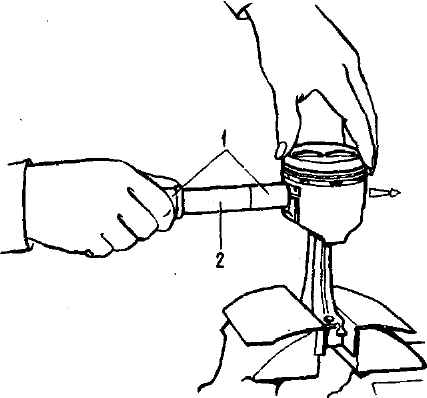
Рис. 2-30. Запрессовка поршневого пальца в верхнюю головку шатуна двигателя ВАЗ: 1 - приспособление А.60325; 2 - поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой
Предупреждение.
1. Поршень с шатуном должен соединяться так, чтобы метка "П" на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна.
2. После охлаждения шатуна палец смазать моторным маслом через отверстия в бобышках поршня.
3. При установке поршневых колец их замки располагать через 120°. Кольца устанавливать так, чтобы выточка на наружной поверхности второго (скребкового) компрессионного кольца была обращена вниз, а фаски на наружной поверхности маслосьемного кольца были обращены вверх.
4. Шатун обрабатывается вместе с его крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне, в соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки шатунно-поршневой группы проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.96615, для чего необходимо сделать следующее:
- зажать основание 4 (рис. 2-31) приспособления в тиски и установить на нем шатунно-поршневую группу;
- опустить кронштейн 8 индикатора, вставить в отверстие пальца резьбовой стержень 3 и продвинуть его в отверстие бобышки до упора головки 2 стержня в торец пальца;
- на конец стержня навернуть гайку 5 и затянуть ее так, чтобы она, соприкасаясь с опорой, устранила возможные зазоры;
- приподнять кронштейн 8 до горизонтального положения, закрепить его рукояткой 7 и установить штифт I индикатора 9 на головке 2 стержня, вставленного в палец;
- установить индикатор на ноль и вставить в паз резьбового стержня упорный палец 6 так, чтобы стержень не проворачивался;
- динамометрическим ключом затянуть гайку 5 стержня. Момент затяжки 13 Н·м (1,3 кгс·м). При этом обеспечивается осевая нагрузка 4000 Н (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение стрелка индикатора возвратится на ноль.
В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
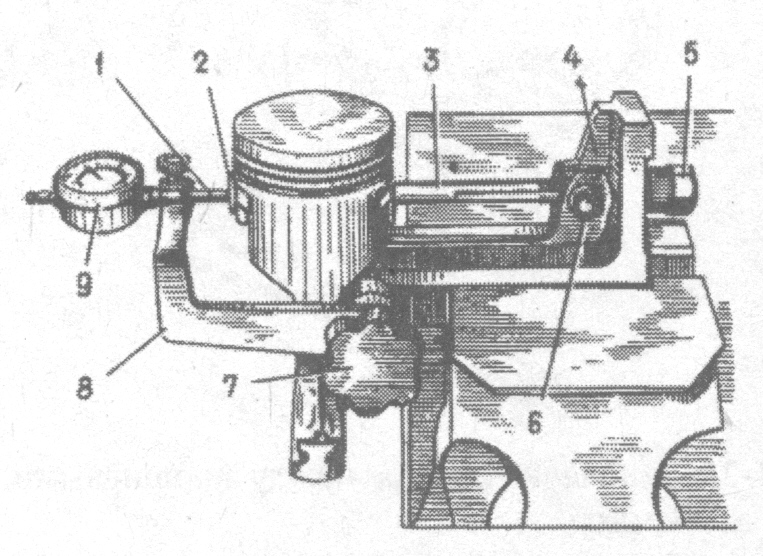
Рис. 2-31. Собранный комплект шатун-палец-поршень двигателя ВАЗ, установленный на приспособление А.95615 для испытания на выпрессовку пальца: 1 - штифт индикатора в соприкосновении с концом стержня; 2 - головка стержня в соприкосновении с пальцем; 3 - резьбовой стержень с пазом; 4 - основание; 5 - гайка стержня; 6 - упорный палец стержня; 7 - рукоятка зажима кронштейна; 8 - кронштейн индикатора; 9 - индикатор
Проверка параллельности осей нижней головки шатуна и поршневого пальца
Перед установкой собранной шатунно-поршневой группы на двигатель необходимо проверить параллельность осей группы специальным прибором (рис. 2-32).
Для проверки нижнюю головку шатуна (без вкладышей), надо центрировать на выдвижных ножах 2, а на днище поршня установить калибр 4. Набором щупов проверить зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или от верхнего конца калибра (в зависимости от того, чем он касается плиты - углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше, заменить шатун.
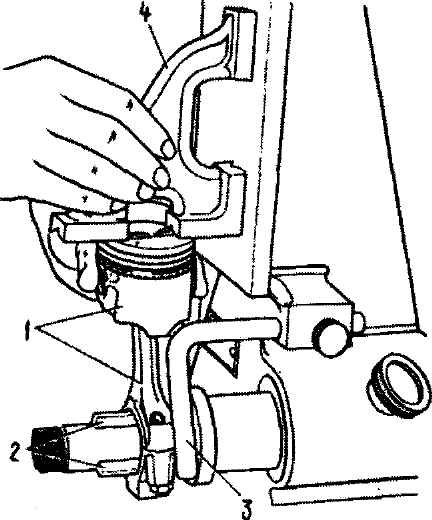
Рис. 2-32. Проверка параллельности поршневого пальца и нижней головки шатуна двигателя ВАЗ: 1 - собранный комплект шатун-палец-поршень; 2 - выдвижные ножи; 3 - упор; 4 - калибр